

Полезные статьи
Главные новости
Как выбрать координатную пробивку металла: технология для точного раскроя
Экспертное руководство по выбору координатной пробивки металла: типы оборудования, технологические особенности и критерии выбора. Узнайте, как координатная пробивка используется для создания сложной перфорации металла и декоративных элементов.
Координатная пробивка металла представляет собой высокоточный метод обработки, при котором пуансоны последовательно формируют отверстия и контуры в металлическом листе по заданной программе. В отличие от традиционных методов резки, эта технология позволяет создавать сложные геометрические формы с минимальными отходами материала и высочайшей точностью позиционирования. Правильный выбор оборудования и технологии координатной пробивки может значительно повысить эффективность вашего производства и снизить себестоимость готовой продукции.
Принцип работы координатных пробивных прессов
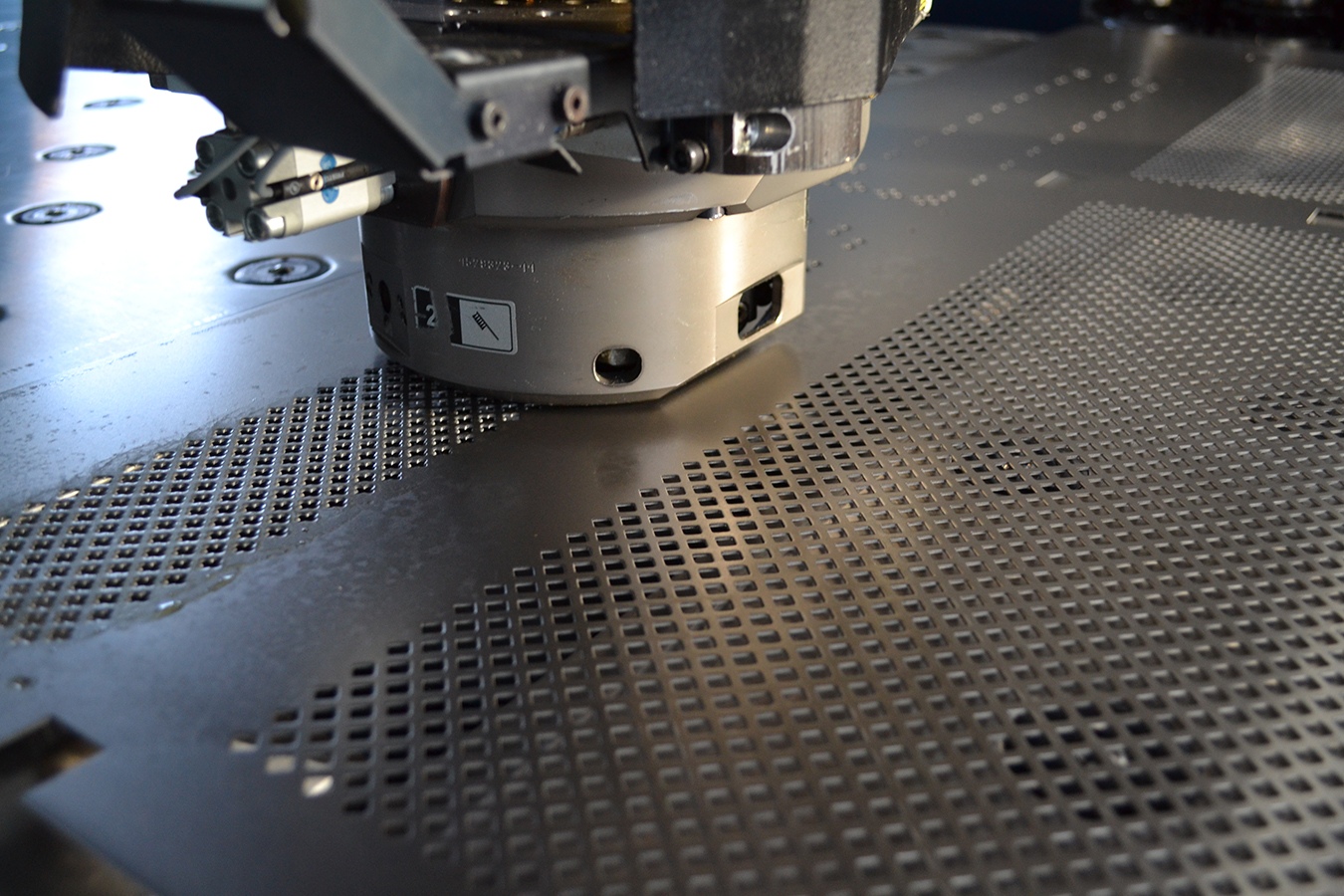
Координатная пробивка основана на системе точного позиционирования инструмента в двух плоскостях с последующим ударным воздействием пуансона на материал. Ключевые компоненты системы: координатный стол с ЧПУ, револьверная головка с инструментом, гидравлическая или механическая система привода и система автоматической подачи материала.
Основные технологические этапы:
- Программирование траектории движения инструмента
- Автоматическая установка и замена пуансонов
- Точное позиционирование заготовки
- Последовательная пробивка отверстий и контуров
Типы координатных пробивных систем
Выбор типа оборудования зависит от объема производства, толщины обрабатываемого материала и требуемой точности. Гидравлические прессы обеспечивают плавное усилие и подходят для толстых материалов, механические системы более производительны для серийного производства, а электромеханические установки сочетают точность с энергоэффективностью.
Критерии выбора типа системы:
- Максимальная толщина обрабатываемого металла
- Требуемая точность позиционирования
- Производительность (ударов в минуту)
- Гибкость переналадки оборудования
Технические характеристики оборудования
При выборе координатной пробивки необходимо учитывать несколько critical параметров. Усилие пробивки определяет максимальную толщину обрабатываемого материала — для стали обычно от 20 до 500 кН. Скорость позиционирования стола влияет на общую производительность, а количество инструментов в револьверной головке — на гибкость производства.
Особенно эффективно координатная пробивка проявляет себя при создании декоративных и функциональных отверстий. Технология идеально подходит для изготовления сложных узоров и систем вентиляции, обеспечивая высокую точность перфорации металла с минимальным временем переналадки оборудования и возможностью создания уникальных дизайнерских решений, недоступных при использовании других методов обработки.
Инструмент и оснастка
Качество координатной пробивки напрямую зависит от правильного выбора инструмента. Пуансоны и матрицы изготавливаются из инструментальной стали и должны соответствовать толщине и марке обрабатываемого материала. Специальные инструменты позволяют создавать фигурные отверстия, пазы и вырезы сложной формы.
Основные типы инструмента:
- Стандартные круглые пуансоны
- Фигурные пуансоны для специальных контуров
- Инструмент для вырубки прямоугольных отверстий
- Многопуансонные блоки для групповой обработки
Программное обеспечение и автоматизация
Современные координатные пробивные системы оснащаются advanced программным обеспечением, которое позволяет оптимизировать раскрой материала и минимизировать время обработки. Функции автоматического гнездования и оптимизации траектории движения инструмента значительно повышают эффективность оборудования.
Ключевые функции ПО:
- Автоматическое гнездование деталей
- Оптимизация последовательности пробивки
- Симуляция процесса обработки
- Управление библиотекой инструментов
Области применения технологии
Координатная пробивка находит применение в различных отраслях промышленности. В машиностроении — для создания корпусных деталей и шасси, в электротехнике — для перфорированных панелей и теплоотводов, в строительстве — для декоративных элементов и вентиляционных решеток.
Основные сферы применения:
- Производство электротехнических шкафов
- Изготовление вентиляционных систем
- Создание декоративных архитектурных элементов
- Производство мебельной фурнитуры
- Изготовление рекламных конструкций
Экономическая эффективность
Координатная пробивка обеспечивает significant экономию материала за счет оптимизации раскроя и минимальной ширины перемычек между отверстиями. Снижение трудозатрат и возможность быстрой переналадки делают технологию рентабельной даже при мелкосерийном производстве.
Факторы экономической эффективности:
- Коэффициент использования материала до 95%
- Снижение времени переналадки на 70-80%
- Минимальные затраты на последующую обработку
- Снижение энергопотребления по сравнению с лазерной резкой
Сравнение с альтернативными технологиями
По сравнению с лазерной резкой координатная пробивка обеспечивает higher производительность при работе с тонкими материалами и не оказывает теплового воздействия на металл. По сравнению с плазменной резкой метод дает более точные кромки без наплывов и окалины.
Заключение и рекомендации
Выбор координатной пробивки металла требует комплексного анализа технических требований и экономических показателей. Для получения оптимальных результатов рекомендуем обратиться к специалистам по металлообработке, которые смогут провести тестовую обработку ваших материалов, подобрать оптимальное оборудование и разработать технологический процесс, максимально соответствующий вашим производственным задачам и бюджетным ограничениям.
Дата публикации: 29/08/2023
опрос
Какой социальной сетью Вы чаще всего подьзуетесь?